
氧氣閥門泄漏及放散(sàn)閥根部開(kāi)裂故障處理
時間:2013-7-29 10:18:59 來源:溫州尼威閥門 瀏覽數:5406
接管道采用管徑Φ273mm×8mm的碳鋼管道,中間聯絡(luò)閥采用4MPa、DN250mm的氧氣專用截止閥。在聯絡閥前管(guǎn)道上(shàng)安裝了DN100mm普通截止閥作為氧氣放散閥,閥門(mén)豎直向上安(ān)裝,根部距離管道約10cm,且根部沒(méi)有加頸固定,閥門上部放空口向上引(yǐn)出約80cm。
1、故障現(xiàn)象
氧氣管道(dào)連接後(hòu)正常運行約1年,就出現了(le)泄漏現象。
(1)DN250mm氧氣(qì)專用截止閥關閉不嚴。雖然關閉了閥門,但在下遊側法蘭處氣體泄漏(lòu)較大。
(2)DN100mm氧氣放散閥根部開裂。主要原因是由於(yú)該段管道恰好位於活塞氧壓機出口段,振動較大,長期(qī)振動致使閥門底部連接管道與主管道連接處開裂,中(zhōng)壓氧氣大量放散,安全隱患較大。
由於生產主線(xiàn)用氧量較大,且在3套21000m3/h空分設備側沒有安裝閥門將其供應氧氣管網的氣源切斷,暫時沒有時(shí)間排除此安全隱患。於是臨時製作了一個鋼製卡子,對氧氣管道放散處進行了臨時處理,並在周圍10m範圍(wéi)內設置了臨時警戒區域。
2、處理措施和過程
製氧工序的檢修(xiū)一直與(yǔ)煉(liàn)鋼、煉鐵和不鏽鋼等主線工序的檢修同步進行。根據公司檢修(xiū)計劃,於2006年9月27日對上述安全隱患進行處理,具體處(chù)理措施為:
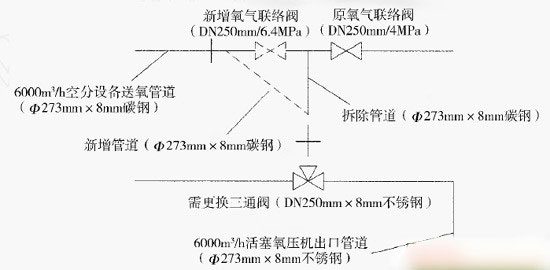
(1)將原DN250mm氧(yǎng)氣專用截止閥作為一段管道使(shǐ)用,閥門常年處於開(kāi)啟狀態;並緊固兩側法(fǎ)蘭,確保法蘭連(lián)接處不泄漏氧氣。在管道上重新加裝一個壓力(lì)為614MPa的DN250mm氧氣專用截止閥,將此閥門作為平時操作用切斷閥(中間聯絡閥)。
(2)補焊放散管道開裂處,並對此段管道和閥(fá)門進行固定;更換6000m3/h空分設備送氧管道三通閥。
計劃檢修時間(jiān)18小時(shí),具(jù)體檢修施工如圖1所示。
施工(gōng)前,準備了相(xiàng)關材(cái)料(liào)和備件,並將氬弧焊機、倒鏈等設備運至現場,提前對新增氧氣聯絡閥進行脫脂、打壓,對Φ273mm×8mm碳鋼管道、90°不鏽(xiù)鋼三通閥、45°彎(wān)頭和45°Y形三(sān)通閥進行除鏽、脫脂,並打磨坡口。根據管道施工現(xiàn)場情況,在管道切割處(chù)及新增氧氣聯絡閥處,製作可移動檢(jiǎn)修平台(tái)或搭(dā)建腳(jiǎo)手架。提前製(zhì)作新增氧氣聯絡閥盲板。在新增氧氣聯絡閥進氣側法(fǎ)蘭上焊接(jiē)長度約115m的不鏽鋼管道,不(bú)鏽鋼管道另一端焊接一個4MPa、DN250mm的法蘭(lán)。提前切除原4MPa、DN250mm氧氣聯絡(luò)閥北側、東側支架橫梁,並將需拆除管道下部(bù)的鋼板切除,同時對平台設置必要支撐,保證切除的管道能夠垂直落下。用12mm鋼板(bǎn)製作原氧氣聯絡閥盲板,盲板外徑略大於法蘭外徑,盲板上根據法(fǎ)蘭螺絲孔尺寸打眼,並攻絲。同時,為(wéi)了防止一旦(dàn)氧氣(qì)管道內氣體不能全部排除而造成事故,提前在現(xiàn)場準備2台鼓風機,確保能(néng)及時對現場進行強製換風。提前鬆開6000m3/h空分設備4台氧壓機送氧閥內側法蘭,並使送氧閥與法蘭之間(jiān)留有相應間隙,為聯網管道提供吹除(chú)點。
施工中,按照卸壓(yā)2小時、置換1小(xiǎo)時、管道拆除6小時(shí)、新增閥門和管道(dào)加裝6小時、吹掃1小時、打壓查漏(lòu)1小時和(hé)恢複送(sòng)氣(qì)(抽盲板和送氣)1小時(shí)的程序進行施工組織,共計18小時。卸壓、置換完畢(bì)後,施工人員在距離聯網管道三(sān)通閥6m處的(de)氧壓機出口管道(dào)以及在6000m3/h空分設備送氧管道6m處,對(duì)管道進行斜口切割。並在以上兩個切開處設置擋板,防止聯絡閥法蘭拆開後氧氣泄入管道。拆除(chú)原氧氣聯絡閥6000m3/h空分(fèn)設備側法蘭螺絲(sī),脫開(kāi)法蘭,將盲板緊固在閥門法蘭(lán)上,確保盲板不脫落。將拆(chāi)除管道垂(chuí)直落下後,為防止聯(lián)絡閥法蘭拆開後氧氣泄入管道,保留管道兩斜口切(qiē)開處設置的擋板,拆除原氧氣聯絡閥盲板。將不鏽鋼短節以及法蘭和新增的氧氣聯絡(luò)閥(fá)(閥門處於全開(kāi)狀態)與原(yuán)氧氣聯絡閥法蘭進行(háng)連接。確定法蘭緊固(gù)後(hòu),緩慢關閉(bì)新(xīn)增氧氣聯絡閥(fá),並在新(xīn)增氧氣聯絡閥(fá)的6000m3/h空分設備側加設盲板。
施工完畢後(hòu),打磨原管道焊口,同時焊接氧壓(yā)機出(chū)口管道上的Φ273mm×8mm、45°彎頭以及送氧管道上的Φ273mm×8mm、45°Y形三通閥。焊(hàn)接完畢(bì)後,檢修人員在吊車的配合下,將新(xīn)增氧氣聯絡(luò)閥出口法蘭(法蘭提前與出口管道進行焊接)與閥門相連。連接(jiē)完畢後,將出口管道另一端與45°Y形三通閥焊接,同時(shí)將(jiāng)氧壓機出口(kǒu)管道與45°Y形三通閥焊接。
3、實施效果
施工完畢(bì)後,進行恢複送氣(qì)操作,拆除新增氧氣聯絡閥盲板、氧氣球罐盲板,恢複各氧壓機(jī)送氧閥,打開新增氧氣聯絡閥,用(yòng)氧(yǎng)氣對管道殘餘氮氣進行置換。10分鍾(zhōng)後,在管道放散處進行氣體成分化驗,合格後恢複正常送氧(yǎng)。此次氧氣管道放散閥根部開裂處(chù)理及加裝聯絡閥技術改造成功。
4、結束語(yǔ)
這(zhè)次(cì)安全隱患排除,在施工前(qián)一個月(yuè)就著手開始人員、材料、機具和技術(shù)方(fāng)案等準備(bèi)。由於準備工作充分,對現場可(kě)能出現的各種情況提前進行針對性預(yù)防,實際施工進度完全可控,並比原計劃完成施工(gōng)時間略有提前。
Valve knowledge
contactus
浙江(jiāng)尼威流(liú)體控製有限公司
座機:0577-67958231
傳真:0577-67958122
手機:13587866112
地址:浙江(jiāng)省溫州市永嘉縣甌北街道東甌工業(yè)區


